


測定責任者:田中明佳
加工業務も担当。加工・測定の両方の視点からワークの状態を読み取る。

測定担当者:大河原
見た目とは裏腹に、迅速に業務を遂行する。常に笑顔でお客様評価も高い。
単に図面とワークを見て闇雲に測定するのでは、本当に必要なデータを知り得る事が出来ません。
設計者の方にはどういう意図で図面を起こしたのか、それに対して加工者の方にはどのような方法で加工したのかをヒアリングし、様々な状況を想定し、最適な測定方法を組み合わせて、誰が見ても分かりやすいデータをご提供出来るよう、心掛けております。
立会い測定中、ふとお客様の様子を窺ってみると「公差内に入っているのか、精度が出ているのか」という不安な顔をされておられます。
しかし測定を終え、お客様が「(公差内に)入ってて良かった~!」と笑顔で喜んでくださる、その顔をみる瞬間が、私がこの業務を続けていける原動力となるのです!

万全の設備環境
精度の安定した測定結果を得る為に、室温を20℃~22℃に保ち、それに加えて、天井ファン・空気清浄機を設置する事で、塵や埃を防ぎつつ、空気を循環させ、室内全体を一年中一定の温度で保っております。
また温度補正機能も付いておりますので、測定データのワークの熱伸縮分の補正をかける事も可能です。

大型・重量ワークも可能
X=1,600 Y=1,800 Z=1,000の測定範囲で最大3,500kgまで対応いたしております。
高速スキャニング測定が可能
従来のポイント・ツーポイント測定だけでなく、一定の測定力をコントロールしながら常に法線方向(面に垂直)に測定圧をかけていくというカール・ツァイスのみが実現させた技術で、毎秒200ポイントという膨大な測定点を瞬時に取り込む事ができ、その結果、より高い信頼性をもったデータをご提供する事が可能です。

高性能VASTヘッド搭載
振動を検知すると、収まるまでデータを取り込まないので、常に安定した結果が 得られます。
汎用測定
点、線、面、円、楕円、円筒、円錐、球等の基本的幾何要素を手動、または自動で測定し、寸法、位置等の評価をいたします。
真円度、平行度、位置度、直角度、同軸度も評価可能です。
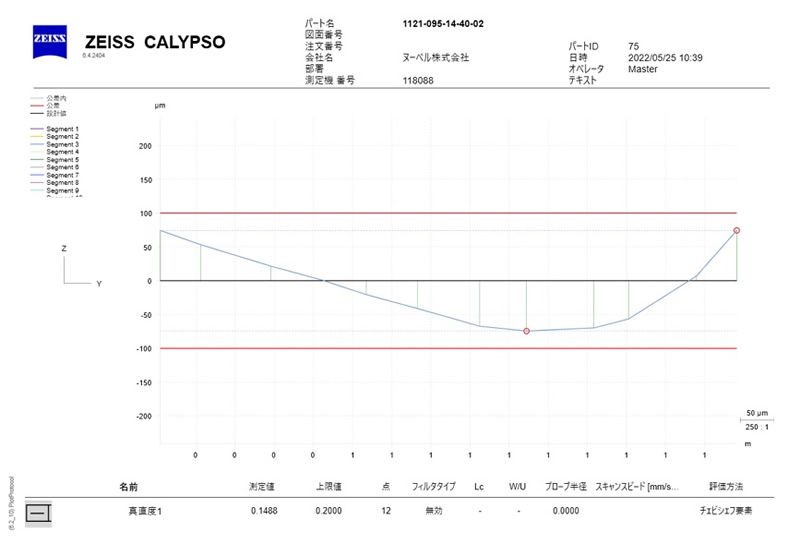 真直度グラフィックデータ
真直度グラフィックデータ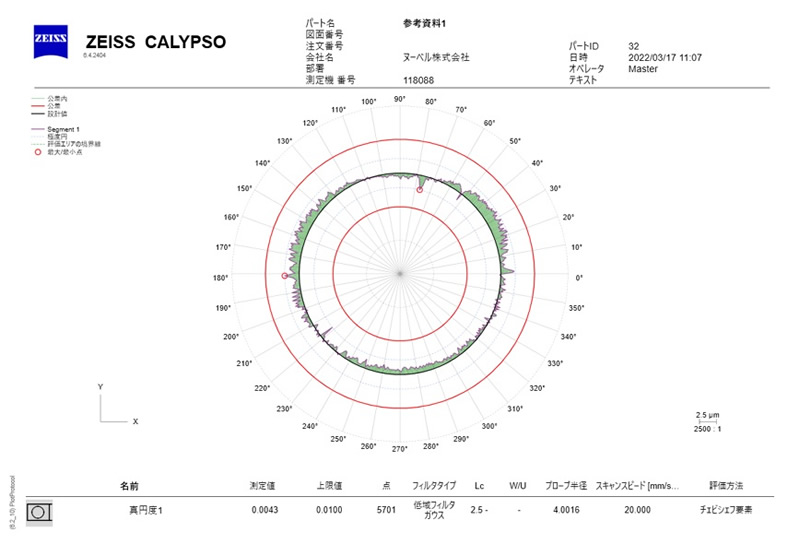 真円度グラフィックデータ
真円度グラフィックデータ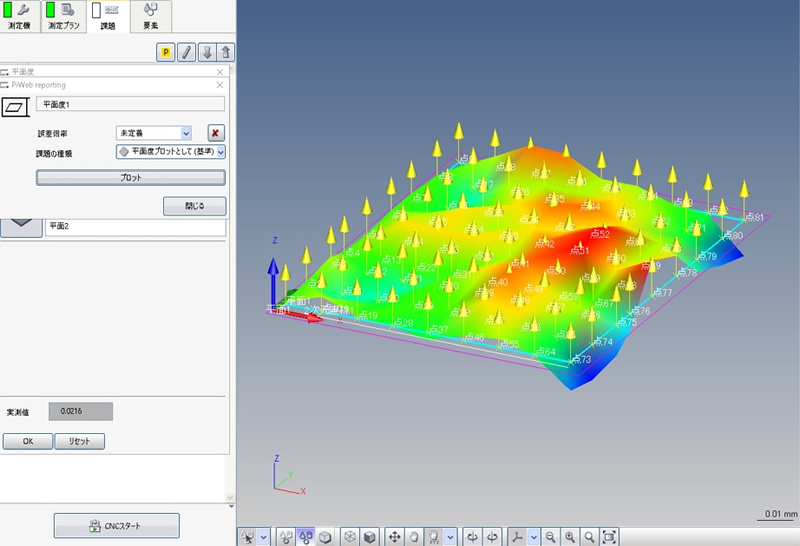 平面度グラフィックデータ
平面度グラフィックデータ形状測定及び比較評価
二次元形状の測定を行います。
CADモデル等の設計値がある場合は、比較評価することが可能です。
また基準ずれ等による誤差の隔たりがある場合、ベストフィットを行う事により、不適切な測定基準誤差を取り除いて、形状誤差のみを評価する事も可能です。
 二次元形状の比較測定
二次元形状の比較測定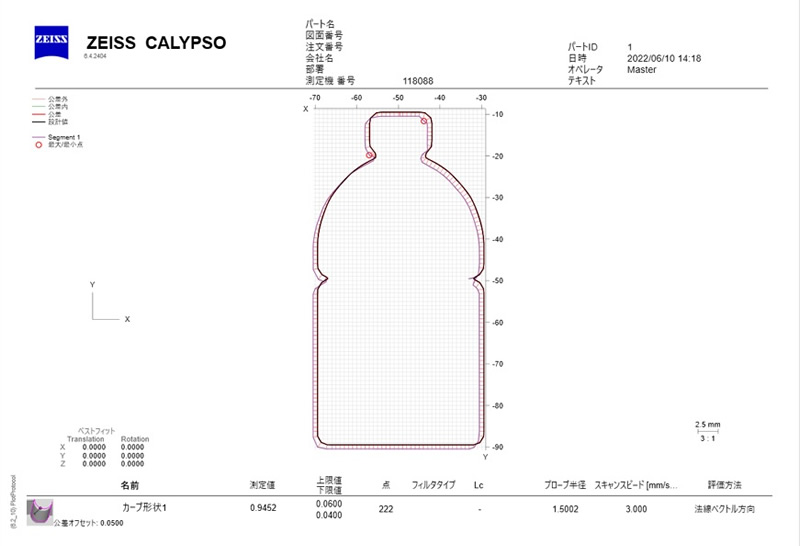 位置誤差を含んだ結果出力
位置誤差を含んだ結果出力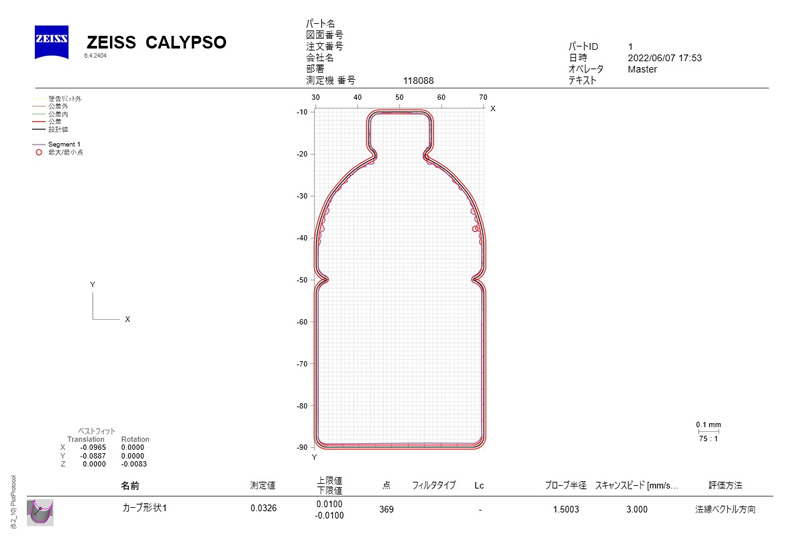 形状誤差のみの評価
形状誤差のみの評価リバースエンジニアリング
製品の先行イメージとして作られたモデルや、既に現物がある製品などは、測定により取り込まれた点群データからCADデータに変換することが可能です。非接触式三次元測定機のデータよりも信頼性の高いものとなっております。
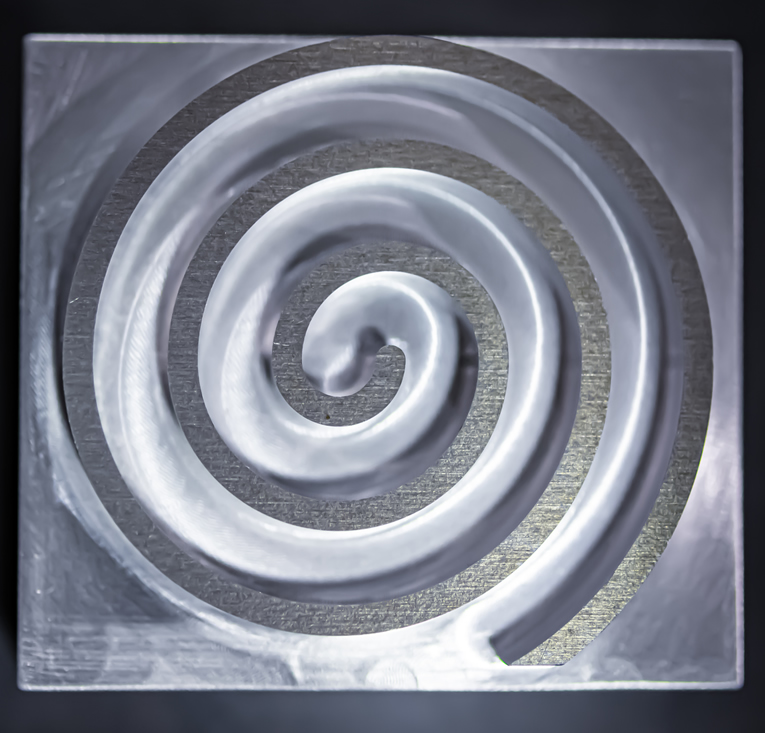 二次元形状のデジタイズ
二次元形状のデジタイズ dxfデータに変換
dxfデータに変換